说“金无足赤 人无完人”,即使是人为加工把控的作品也只能无限接近于完美。这个接近完美和绝对完美之间的距离,叫做瑕疵。刀剑作为手工制品,出现瑕疵也是在所难免的情况。我们根据瑕疵的特征 出现原因和危害程度来简单做个梳理。
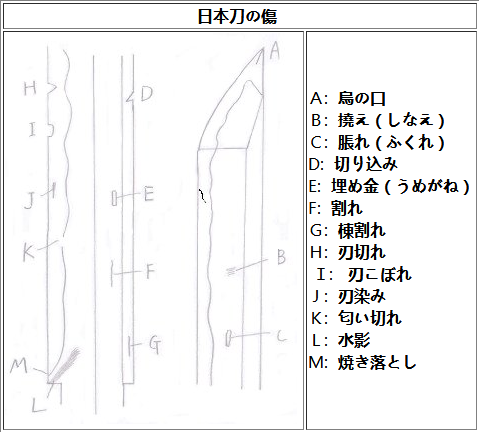  (瑕疵综合图解) (瑕疵综合图解)
一.重大缺陷类
1.刃切/乌口
刃切是最直接最致命的瑕疵了,有刃切的刀无法进行实际使用。刃切是在淬火或回火时因为刃部的部分晶格转变不均匀又承受过大的张力导致的断裂,表现为垂直于刀身的刃区裂缝。乌口则是相切于刀尖的刃切现象,犹如乌鸦嘴一般。
2.挠
挠的影响仅次于刃切,属于在锻炼中有异物掺入的结果。视觉效果像是钢铁的疲劳带来的褶皱,或者说像是爪子抓挠出来的痕迹。有挠的刀剑同样在使用方面上性能要打折扣,而且就鉴赏来说,也是不甚美观的。
3.涨与埋金
涨是指在折叠锻炼的时候,铁料的接触面之间因为不是过于平整而夹杂了空气,在刀片成型后包裹了气泡并磨开了的现象。涨根据面积的大小而影响着刀身的美观和使用性能,对应的修补方法就是进行填埋,这个工艺叫做埋金。
埋金的材料通常采用这支刀身的原料(刀茎),用焊合的方式进行填埋。通常埋金和涨会被加工成长方形,埋金焊合之后会有着和周边地铁不一样的光泽与纹理。经过大面积埋金的刀剑哪怕后期的研磨修补,也是一样显眼的。
4.漏心铁 地荒 疲映
刀剑的常规结构是复合的,皮铁是经过折叠锻炼的,经过不断的研磨打薄会显露出内部较为粗疏的部分,肌目如果变得粗劣苍老,便是地荒现象。如果平地里地铁颜色相异且有轮廓面积体现,便是漏心铁现象。如果因为研减而出来淡白色的映,便是疲映现象。值得一提的是,疲映是白气映的视觉弱化版本。
5.匂切 刃染 烧崩
一支刀剑在烧入的时候也会产生烧入类瑕疵。比如刃线的最低端相切于刃口时,就会产生匂切现象。出现匂切的刀剑一旦进行研磨,就会出现部分无刃的现象,这无疑是失败的加工。刃染则是刃部的部分皮铁含碳量异于(低于)整体,烧刃时候这块的刃文像经过晕染一般,异于整体显得模糊不清。模糊不清的刃文部分多呈烟雾状的白气,因此也叫作匂染或白染。烧崩现象,则是因为部分刃区在加温时的温度高于预想,导致刃文部分在淬火时产生崩裂模糊的情况,多呈颗粒点的沸状。因此也叫作沸崩。刃染和烧崩对使用没有大碍,只是在多数鉴赏情况下影响美感的统一性。  (刃染实例) (刃染实例)
 (匂切示例) (匂切示例)
6.烧直 再刃
经过火灾的刀剑,原本的烧刃会退火消失。如果受灾刀剑有一定的修复价值,需要再刃修复。再刃时通常保险起见将刀身烧成直刃样式,因此再刃工艺也通常叫做“烧直”。
再刃时的刀剑由于保护茎部的细节,大多数情况也不再是整刀进入水中,而是将刀身覆土后烧热后插入水中。这样一来再刃的刀剑就有明显的水痕,叫做“水影”,带有水影的刀剑多少会影响视觉效果。
 (水影示例) (水影示例)
二.视情况而定的瑕疵
这个种类的瑕疵往往不算重大事故类,视情况可给予包容理解。
1.锻割
折叠锻炼的本意是将钢材不断的打薄并进行焊合,刀身的锻接层如果焊合不严密,在拔长时出现的裂纹叫做锻割。锻割的样式往往是平行于刀身的,根据锻割的大小 出现的位置来判断对刀身的审美影响和性能影响。比如古刀期大和传保昌派以柾目锻为特点,出现竖割就是情理之中的情况了。其次采取了复合材料包覆工艺的甲伏锻 三枚合在栋部的焊合也会出现“栋割”的现象,这个是要视情况给予技术理解的。
 (栋割示例) (栋割示例)
2.刃搦 月轮
刃部的锻割经过烧入(淬火)时晶格的膨胀而显得明显,这种现象叫做刃搦(nuo 二声)。刃搦的位置与大小能影响刀剑的使用性能,对于鉴赏来说,的确是要减分的。月轮则是因为物打和切先部分的锻型特点,呈现新月型的刃搦。
3.打込 石气 炭笼
刀身呈现针尖状的锥形小孔的现象叫做“打込(yu 一声)”,是锻造时的微小气泡或后期血液腐蚀造成的。“石气”是素延过程中,位于表面部分的皮铁混入了异质颗粒的现象,这些情况对于实用性没有任何的影响。如果是炭笼,是锻造时铁料混入了木炭和草木灰的情况。
4.无刃
这里的无刃现象并不是像匂切那样存在着新身时的制作缺陷,而是烧幅较窄的帽子经过幅度较大的研减造成的帽子丢失现象。切先无刃的现象多发生在年代尚早的古刀期作品,没有帽子的切先对于实际使用的影响较大。但是考量时代流传因素以及整体的价值,就美术效果而言已无伤大雅。针对这类瑕疵的修补,研磨切先时会根据原来的帽子烧幅和形状,采取与切先研磨反光不同的方式,将帽子的轮廓“描出来”的表面处理技术。
 (帽子无刃示例) (帽子无刃示例)
5.后樋 后雕
之前在雕物的环节中我们大篇幅描写雕物可以美化刀身,同样的刀身上有瑕疵也可以通过雕物来去除瑕疵。镐地和贴近镐筋的瑕疵可以靠开樋来解决,如果瑕疵的位置 面积比较棘手,就要设计篇幅较大的题材来掩盖了。后雕类美化效果根据雕物师的理解和瑕疵的情况而定,不乏有化腐朽为神奇的例子,也不乏画蛇添足的尴尬情况。。。。。。
 (后樋示例) (后樋示例)
三.令人骄傲的瑕疵
刀剑在使用过程中出现的瑕疵视情况可以作为刀剑的附加价值而为人称道。
1.切入 矢疵
这两种因使用照成的瑕疵,反而被看成是勇敢无畏的象征。切入是栋或镐地因为格挡对方攻击造成的切口形瑕疵,矢疵则是刀身抵挡流矢剐蹭的瑕疵。
 (东博藏名物切入正宗的切入) (东博藏名物切入正宗的切入)
2.刃毁
通常格挡对面攻击用厚重稍软的刀背,但情况特殊也会用到己方的刀刃。用刀刃抵挡对方刀刃的冲击,容易将刀刃撞出豁口甚至刀刃因应力出现刃切或更严重的断刀情况。这种硬碰硬带来的半圆形豁口叫做刃毁,是锻造绵密,烧刃均匀的直观体现,因此也被认为是优良作品的佐证。有刃毁的刀剑视情况修复,不乏将其作为战斗的荣誉而有所保留的例子。
此外,在战争时期,出现刃毁的刀剑绝大部分是需要及时修复的,因此研师也会随军出征并在后方做技术抢修。

 (东博重文大太刀兼光的刃毁及放大) (东博重文大太刀兼光的刃毁及放大)
小说瑕疵的生成
除了设计加工的先天性技术缺陷,刀剑瑕疵大多是因为成品研减疲态而显露出来的。了解日本刀的结构对瑕疵的生成及预判是有帮助的。
刀剑自古以来作为人类战斗的武器,对于性能的依赖日益剧增。甚至可以说科技的进步是服务于军事,而军事的进步得益于武器与战争。在材料种类与特点有限的古代,诞生了复合工艺来解决这个问题。
日本早期的刀剑制作和当时的其他文化一样,积极像大陆学习。并根据自己的地理与需求,优化了学习体系的部分内容。平安中期开始刀剑的姿型由直刀朝着弯刀过渡,直到今天也采取弯刀的样式。但是探讨如何在实际加工中保证刀身强度的结构,从古至今一直是全世界工匠都在探讨的问题。直到材料繁多的今天,碳钢做刀依然作为传统工艺一并保存下来了。
碳钢的硬度是由含碳量来决定的,如果制作刀身追求坚硬,用高碳钢制作的刀剑就有易折断的风险,如果制作刀身追求柔韧,那么中低碳钢加工的刀身不容易获得保持性良好的刃口。因此刚柔并济的刀身需要二者的融合,日本刀剑的甲伏锻工艺继承了早期中国高级刀剑的制作理念,采用含碳量高的皮铁包覆含碳量低的心铁的方法来制作品质优良的刀剑。
传统的tatara炼铁法获得的原材料是相对纯净但又不均匀的,因此选材要靠刀匠丰富的经验才行。选取含碳量高特征的钢块作为皮铁,并要经过细密精良的锻造,才能提纯皮铁的质量保证应对不同方向的冲击力。选取含碳量低特征的钢块作为心铁,经过少于皮铁锻炼次数的锻造提纯,将含碳量控制在心铁的理想范围内,折叠层数较少的心铁有着更好的吸震性。
了解了刀剑的制作结构,再来看瑕疵的生成就容易一些了。刀剑在无数个春秋里代代相传,或几经易手,或临危受命。和平时期的保养与研减是必不可少的,因此现存的瑕疵多是研减带来的疲态的组成部分。 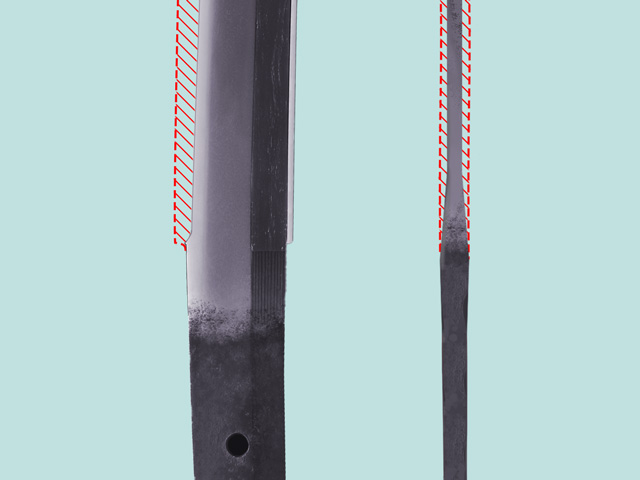 (后期修研到达一定量时导致疲态出现) (后期修研到达一定量时导致疲态出现)
当然显露疲态的刀剑并不局限于客观研减。大规模战事爆发,武器的需求激增,原料提纯与制作工艺甚至产品定位不可以与美术品同日而语。例如战国时期的绝大部分美浓刀,即使是保存状态良好也可以看到刀工的复合工艺处理的并不严谨,不乏流肌呈肌立或漏心铁的表现,附带的白气映暗淡,犹如疲映一般,但这并不影响它的本身定位是一支好战刀。所以疲态多少也和时代背景带来的制作进度甚至于工匠的心态息息相关。
研磨漏心铁的情况,在刀身两面都出现的情况不是很常见,反倒是因为制作时不会绝对对称为前提,出现在一面的情况更为常见。虽说心铁理论在刀身的中间部分,但由于皮铁的薄厚的微小差异,导致实际情况单面容易磨疲的概率较大些。
虽说漏心铁是刀剑的瑕疵一种,但是根据结构工艺也可以适当理解为刀匠流派的加工特点,例如来派的来肌,采取“C”型包法的工艺就会导致一侧的地铁稍弱,以青江派为代表的鲶肌(像鲶鱼皮一样有澄黑色斑块)也属于复合工艺带来的漏心铁的现象而不是瑕疵。单纯的漏心铁和疲态在鉴赏过程中还是要区分开来的。(本文由長曽祢古鐵编辑整理)
|